Call Us: +91-7972969901
Call Us: +91-7972969901
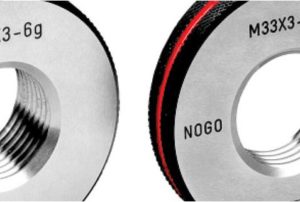
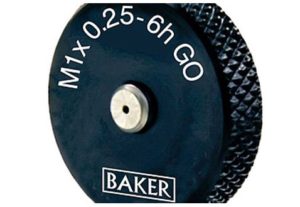
The GO gauge when screwed by hand without using excessive force, should enter and pass the whole length of the workpiece thread.
The NOT GO gauge when screwed by hand without being forced, should not enter the component by more than three complete turns.
 |
 |
 |
 |
 |
 |
| Nominal Diameter Metric |
Pitch | Tolerance class Thread plug |
Tolerance class Thread ring |
|---|---|---|---|
| M1 | 0.25 mm | 5H | 6h |
| M1.1 | 0.25 mm | 5H | 6h |
| M1.2 | 0.25 mm | 5H | 6h |
| M1.4 | 0.25 mm | 5H | 6h |
| UNIFIED | |||
| 1.00 UNM | 0.25 mm | – | – |
| 1.20 UNM | 0.25 mm | – | – |
| No.0 (0.060″)UNF | 80 TPI | 2B | 2A |
|
THREAD PLUG GAUGES
|
:
|
0.5 mm to 350 mm
|
|
TAPER THREAD PLUG GAUGES
|
:
|
1/6″ to 10″ (Taper 1 :16)
|
|
THREAD RING GAUGES
|
:
|
0.5 mm to 300 mm
|
|
TAPER THREAD RING GAUGES
|
:
|
1/6″ to 8″ (Taper 1 :16)
|
Note
PF, STI (Wire threads), NPSM, NPSC, NPTR, NPSH, NPSL, NPSF, NPSI, NGT, MJ, UNJF, UNJC, DIN 2999, DIN 158 are some of the other types of threads which we also manufacture.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
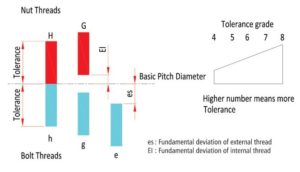
Multi start threads are used where quick axial travel is desired with less rotation. These are also used for threads which cannot have coarse pitches due to metallurgical constraints. In comparison to single start threads, multi start threads can accept higher axial thrusts for restricted angles of rotation, the efficiency is high, the tendency to locking is reduced. Multi start threads are commonly used in power transmitting screws, valve spindles.
 |
 |