Call Us: +91-7972969901
Call Us: +91-7972969901
 |
Standard Cut (Single Cut): This flute structure is designed for superior material removal and general purpose application. These can be used on Steel, Steel alloys, Cast Iron, Stainless Steel, Hard Bronze and Copper. Produces longer chips. |
 |
Supreme Cut (Double Cut/Cross Cut) : This Burr allows for efficient stock removal in the harder materials.Its design reduces tool chatter and breakes the chips into granual shapes.This smaller chips also helps to eliminate loading on the flutes.This design helps to have better control on the burr and grinder. |
 |
Deluxe Cut (Diamond Cut) : This design of tool is like triangular style of point,which produces extremely small chips(powder like chips). This cut eliminates the pulling action of the main cut,and offers the operator good control over the tool and produces excellent finish. Effective in heat treated steels and Tough alloy steels. |
 |
Chip Breaker : In this style there is addition of chip breaker on single spiral flute patterns.There will be a better control on the tool and chips will be broken down. Surface finish may be slightly reduced due to the chip breaker design. Used on all Steel , Cast-Iron , Brass , Bronze and Copper. |
 |
Aluma Cut : Designed for rapid stock removal on non ferrous materials.Recommended to work on Aluminium , Zinc Alloy , Magnesium , Plastic , Hard Rubber and Wood. |
Speed Recommendation Chart – Approx. R.P.M. in 1000’s.
|
Material
|
3mm
|
6mm
|
8mm
|
10mm
|
12mm
|
16mm
|
20mm
|
25mm
|
|
Steel
|
60-90
|
30-45
|
25-35
|
20-30
|
15-25
|
10-18
|
10-14
|
8-10
|
|
Hardened / Tool Steel
|
30-40
|
15-20
|
10-15
|
10-15
|
8-10
|
5-8
|
4-7
|
3-5
|
|
Stainless Steel
|
30-50
|
15-25
|
12-20
|
10-15
|
9-12
|
7-10
|
5-7
|
4-5
|
|
Nickel/Titanium
|
30-40
|
15-20
|
10-15
|
10-15
|
8-10
|
5-8
|
4-7
|
3-5
|
|
Cast Iron
|
60-90
|
30-45
|
25-35
|
20-30
|
15-2
|
10-18
|
10-14
|
8-10
|
|
Aluminium/Plastics
|
30-90
|
15-60
|
12-50
|
10-50
|
8-35
|
6-30
|
5-20
|
4-15
|
|
Brass
|
40-50
|
20-30
|
15-20
|
13-17
|
10-15
|
8-12
|
6-8
|
5-6
|
|
Copper
|
30-90
|
15-60
|
12-50
|
10-50
|
8-35
|
6-30
|
5-20
|
4-15
|
|
Zinc
|
60-90
|
30-45
|
25-35
|
20-30
|
15-25
|
10-18
|
10-14
|
8-10
|
|
Typical shape within each section
|
Included Angle
|
Head Dia
|
Head Length
|
Overall Length
|
Shank Dia.
|
No. of Teeth
|
Ref. No.
|
 |
–
|
3.80 mm
|
14.00
|
50.00
|
6.00
|
14.00
|
C1
|
|
–
|
5.80 mm
|
20.00
|
50.00
|
6.00
|
16.00
|
C2
|
|
|
–
|
8 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
C3
|
|
|
–
|
9.50 mm
|
19.00
|
69.00
|
6.00
|
20.00
|
C4
|
|
|
–
|
12.70 mm
|
19.00
|
69.00
|
6.00
|
24.00
|
C5
|
|
|
–
|
16 mm
|
25.00
|
75.00
|
8.00
|
28.00
|
C6
|
|
|
–
|
12.70 mm
|
14.00
|
64.00
|
6.00
|
24.00
|
C7
|
|
|
–
|
12.70 mm
|
25.00
|
75.00
|
6.00
|
24.00
|
C8
|
|
 |
–
|
6 mm
|
20.00
|
50.00
|
6.00
|
16.00
|
B1
|
|
–
|
8 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
B2
|
|
|
–
|
9.50 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
B3
|
|
|
–
|
12.70 mm
|
19.00
|
69.00
|
6.00
|
24.00
|
B4
|
|
|
–
|
16 mm
|
25.00
|
75.00
|
8.00
|
28.00
|
B5
|
|
|
–
|
12.70 mm
|
25.00
|
75.00
|
6.00
|
24.00
|
B6
|
|
|
–
|
4 mm
|
19.00
|
55.00
|
6.00
|
12.00
|
B7
|
|
|
–
|
5 mm
|
19.00
|
70.00
|
6.00
|
14.00
|
B8
|
|
 |
–
|
6 mm
|
19.00
|
50.00
|
6.00
|
14.00
|
T1
|
|
–
|
9.50 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
T2
|
|
|
–
|
12.70 mm
|
25.00
|
75.00
|
6.00
|
24.00
|
T3
|
|
|
–
|
16 mm
|
32.00
|
82.00
|
8.00
|
28.00
|
T4
|
|
|
–
|
8 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
T5
|
|
|
–
|
16 mm
|
25.00
|
82.00
|
8.00
|
28.00
|
T6
|
|
 |
–
|
6 mm
|
19.00
|
69.00
|
6.00
|
16.00
|
TB1
|
|
–
|
9.50 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
TB2
|
|
|
–
|
12.70 mm
|
25.00
|
75.00
|
6.00
|
24.00
|
TB3
|
|
|
–
|
16 mm
|
32.00
|
82.00
|
8.00
|
28.00
|
TB4
|
|
|
–
|
8 mm
|
19.00
|
69.00
|
6.00
|
16.00
|
TB5
|
|
 |
17 Deg.
|
6 mm
|
19.00
|
50.00
|
6.00
|
14.00
|
A1
|
|
24 Deg
|
9.50 mm
|
20.00
|
70.00
|
6.00
|
18.00
|
A2
|
|
|
28 Deg
|
12.70 mm
|
25.00
|
75.00
|
6.00
|
20.00
|
A3
|
|
|
90 Deg
|
9.50 mm
|
9.50
|
60.00
|
6.00
|
20.00
|
A4
|
|
|
90 Deg
|
16 mm
|
13.00
|
63.00
|
6.00
|
28.00
|
A5
|
|
|
60 Deg
|
16 mm
|
16.00
|
66.00
|
6.00
|
28.00
|
A6
|
|
|
28 Deg
|
10 mm
|
18.00
|
68.00
|
6.00
|
20.00
|
A7
|
|
|
24 Deg
|
8 mm
|
18.00
|
68.00
|
6.00
|
18.00
|
A8
|
|
|
31 Deg
|
16 mm
|
25.00
|
75.00
|
8.00
|
28.00
|
A9
|
|
|
10 Deg
|
6.20 mm
|
25.00
|
75.00
|
6.00
|
14.00
|
A10
|
|
|
28 Deg
|
9.50 mm
|
15.00
|
65.00
|
6.00
|
20.00
|
A11
|
|
|
28 Deg
|
12.70 mm
|
21.75
|
71.00
|
6.00
|
20.00
|
A12
|
|
 |
16 Deg
|
9.50 mm
|
19.00
|
69.00
|
6.00
|
20.00
|
K1
|
|
24 Deg
|
12.70 mm
|
19.00
|
69.00
|
6.00
|
24.00
|
K2
|
|
|
17 Deg
|
16 mm
|
33.00
|
83.00
|
8.00
|
24.00
|
K3
|
|
|
17 Deg
|
12.50 mm
|
30.00
|
80.00
|
6.00
|
20.00
|
K4
|
|
|
14 Deg
|
19 mm
|
40.00
|
90.00
|
8.00
|
32.00
|
K5
|
|
|
14 Deg
|
9.50 mm
|
26.00
|
76.00
|
6.00
|
20.00
|
K6
|
|
|
14 Deg
|
12.70 mm
|
28.00
|
78.00
|
6.00
|
24.00
|
K7
|
|
|
14 Deg
|
16 mm
|
33.00
|
83.00
|
8.00
|
28.00
|
K8
|
|
 |
–
|
8 mm
|
12.00
|
62.00
|
6.00
|
18.00
|
O1
|
|
–
|
12.70 mm
|
19.00
|
69.00
|
6.00
|
24.00
|
O2
|
|
|
–
|
16 mm
|
25.00
|
75.00
|
8.00
|
28.00
|
O3
|
|
|
–
|
6.35 mm
|
10.00
|
60.00
|
6.00
|
14.00
|
O4
|
|
|
–
|
9.50 mm
|
15.75
|
65.00
|
6.00
|
20.00
|
O5
|
|
|
–
|
12.70 mm
|
21.75
|
71.00
|
6.00
|
24.00
|
O6
|
|
 |
–
|
9.50 mm
|
2.00
|
52.00
|
6.00
|
20.00
|
R1
|
|
–
|
19.10 mm
|
6.00
|
56.00
|
6.00
|
36.00
|
R2
|
|
|
–
|
12.70 mm
|
10.00
|
60.00
|
6.00
|
24.00
|
R3
|
|
|
–
|
15 mm
|
4.00
|
54.00
|
6.00
|
24.00
|
R4
|
|
 |
–
|
6.35 mm
|
—
|
50.00
|
6.00
|
14.00
|
S1
|
|
–
|
8 mm
|
—
|
50.00
|
6.00
|
18.00
|
S2
|
|
|
–
|
9.50 mm
|
—
|
60.00
|
6.00
|
20.00
|
S3
|
|
|
–
|
12.70 mm
|
—
|
62.00
|
6.00
|
24.00
|
S4
|
|
|
–
|
16 mm
|
—
|
65.00
|
6.00
|
28.00
|
S5
|
|
|
–
|
8 mm
|
—
|
100.00
|
6.00
|
18.00
|
S6
|
|
 |
|||||||
|
–
|
9.50 mm
|
25.00
|
65.00
|
6.00
|
18.00
|
F3
|
|
|
–
|
12.70 mm
|
32.00
|
80.00
|
6.00
|
24.00
|
F4
|
|
|
Miniature Rotary Burrs
|
|||||||
|
Typical shape within each section
|
Included Angle
|
Head Dia
|
Head Length
|
Overall Length
|
Shank Dia.
|
No. of Teeth
|
Ref. No.
|
|
–
|
3 mm
|
15.90
|
38.00
|
3.00
|
12.00
|
MC1
|
|
|
–
|
6.35 mm
|
6.35
|
38.00
|
3.00
|
14.00
|
MC2
|
|
|
–
|
6.35 mm
|
12.70
|
38.00
|
3.00
|
14.00
|
MC3
|
|
 |
–
|
3 mm
|
16.00
|
38.00
|
3.00
|
12.00
|
MB1
|
|
–
|
6.35 mm
|
12.70
|
38.00
|
3.00
|
14.00
|
MB2
|
|
|
20 Deg
|
3 mm
|
8.00
|
38.00
|
3.00
|
12.00
|
MA1
|
|
|
30 Deg
|
6.35 mm
|
10.50
|
38.00
|
3.00
|
14.00
|
MA2
|
|
|
10 Deg
|
3 mm
|
8.50
|
38.00
|
3.00
|
12.00
|
MA3
|
|
|
15 Deg
|
6.35 mm
|
8.00
|
38.00
|
3.00
|
14.00
|
MA4
|
|
|
10 Deg
|
3 mm
|
8.00
|
38.00
|
3.00
|
12.00
|
MK1
|
|
|
10 Deg
|
6.35 mm
|
12.70
|
38.00
|
3.00
|
14.00
|
MK2
|
|
|
–
|
3 mm
|
16.00
|
38.00
|
3.00
|
12.00
|
MT
|
|
 |
–
|
3 mm
|
16.00
|
38.00
|
3.00
|
12.00
|
MT2
|
|
–
|
6.35 mm
|
10.00
|
38.00
|
3.00
|
14.00
|
MT3
|
|
 |
–
|
3 mm
|
12.70
|
38.00
|
3.00
|
10.00
|
MT4
|
|
–
|
4 mm
|
–
|
38.00
|
3.00
|
12.00
|
MS1
|
|
 |
–
|
3 mm
|
8.00
|
38.00
|
3.00
|
12.00
|
MO1
|
 |
–
|
6.35 mm
|
9.50
|
38.00
|
3.00
|
14.00
|
MO2
|
Totem HSS rotary cutters are manufactured from 6:5:2 High Speed Steel (M2 Steel) hardened and tempered to RC 60/62 hardness and are extremely useful to Debur soft machine components,Dress and carved out wooden and non ferrous patterns; Fettle aluminium alloys smoothen out ridges of aluminium and die castings remove any material from inaccessible places on soft metals.
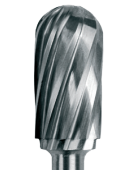
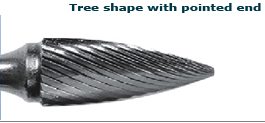
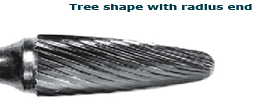
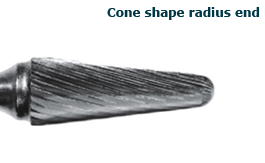
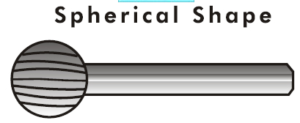
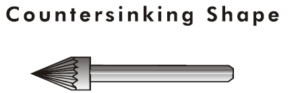
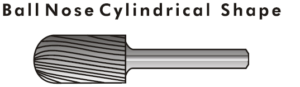
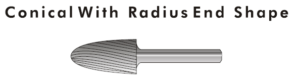
Shapes: Cylindrical – for deburring of straight edges and plain surfaces;Ball nose Cylindrical – for non -ferrous gears and wooden/araldite patterns for foundries;Spherical &Countersinking holes respectively;Tree and inverted tree – for spot reomval and general purpose dressing on inside of holes.
Operating Speed : 1100-6000 RPM depending on head diameter of cutter.Shank dia: 6 mm.
Prime Mover : Flexible Grinder.

|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H1
|
6
|
25
|
65
|
14
|
|
H3
|
10
|
14
|
55
|
18
|
|
H42
|
10
|
25
|
60
|
12
|
|
H4
|
12
|
30
|
70
|
20
|
|
H6
|
15
|
30
|
70
|
24
|

|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H41
|
10
|
20
|
60
|
20
|
|
H34
|
10
|
20
|
60
|
22
|
|
H35
|
12
|
25
|
60
|
24
|
|
H36
|
15
|
30
|
65
|
30
|
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H17
|
4.5
|
4.5
|
55
|
14
|
|
H23
|
6
|
6
|
56
|
18
|
|
H39
|
6
|
5
|
60
|
20
|
|
H18
|
8
|
8
|
58
|
20
|
|
H20
|
10
|
10
|
60
|
20
|
|
H19
|
12
|
12
|
57
|
20
|
|
H12
|
15
|
15
|
60
|
28
|
|
H29
|
15
|
13
|
65
|
22
|
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H14
|
10
|
9
|
50
|
16
|
|
H13
|
10
|
12
|
50
|
16
|
|
H16
|
12
|
10
|
50
|
16
|
|
H15
|
12
|
15
|
50
|
16
|
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H2
|
6
|
25
|
65
|
14
|
|
H40
|
8
|
20
|
60
|
20
|
|
H31
|
10
|
20
|
65
|
22
|
|
H32
|
12
|
25
|
70
|
24
|
|
H9
|
12
|
30
|
70
|
20
|
|
H5
|
12
|
30
|
70
|
20
|
|
H28
|
15
|
30
|
70
|
28
|
|
H30
|
6
|
20
|
60
|
10
|

|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H24
|
6
|
20
|
60
|
16
|
|
H37
|
8
|
25
|
60
|
20
|
|
H10
|
12
|
30
|
70
|
20
|
|
H38
|
15
|
30
|
75
|
30
|
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H25
|
6
|
22
|
62
|
14
|
|
H26
|
12
|
20
|
60
|
20
|
|
H7
|
12
|
30
|
70
|
20
|
|
H8
|
15
|
30
|
70
|
20
|
|
Shape
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H 11
|
15
|
30
|
70
|
20
|
|
|
H 21
|
8
|
29
|
66
|
24
|
|
|
H 22
|
12
|
30
|
70
|
20
|
|
|
H 33
|
12
|
35
|
70
|
24
|
|
|
H 27
|
15
|
7
|
52
|
20
|
|
|
H 43
|
14
|
12
|
70
|
12
|
|
Threaded Ends
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
 |
H 51
|
25
|
30
|
M 12
|
24
|
 |
H 52
|
20
|
34
|
M 8
|
20
|
 |
H 53
|
30
|
30
|
M 12
|
20
|
|
H 54
|
20
|
30
|
M 8
|
24
|
|
|
H 55
|
30
|
30
|
M 12
|
24
|
|
|
H 56
|
30
|
26
|
M 12
|
24
|
|
|
H 57
|
25
|
30
|
M 12
|
38
|
|
|
H 58
|
14
|
12.7
|
M 12
|
24
|

General Purpose Application
‘Totem’ range of Carbon Alloy Steel taps are known worldwide for their excellent quality. We are one of the largest producer of Carbon Taps around the world. We export more than 50% of our total production. We also do contract manufacturing for some of the very well known and prestigious brands.
HSS & Carbon Steel Hexagonal Dies
External Threading Application
The Dies are offered in Carbon Alloy and High Speed Steel. We have large manufacturing facility to produce both round as well as hexagonal Dies. We offer very versatile range staring from 13/16” to 4” OD.
HSS & Carbon Steel Round
Dies External Threading Application
The Round split dies are offered in Carbon Alloy and High Speed Steel. We have large manufacturing facility to produce both round as well as hexagonal Dies. We offer very versatile range staring from 13/16” to 4” OD.
ROUND DIES
Range
Types of dies
Thread Forms
Standards
 |
 |
Hss hand taps are straight flute general purpose taps which can be used for both machine or hand tapping. They are generally the most economical tool for use on production runs, but are best on materials that produce chips, or where the swarf breaks readily. Where deep holes are to be tapped, in materials which produce stringy swarf, other types of taps may be needed, especially for coarse threads.
Hand taps can be supplied in sets of three; bottom, second and taper leads, or individually.
BOTTOM TAPS have a chamfer (lead) of 1–2 threads, the angle of the lead being around 18 degrees per side. They are used to produce threads close to the bottom of blind holes.
SECOND TAPS have a lead of 3-5 threads at 8 degrees per side. They are the most popular and can be used for through holes, or blind holes where the thread does not need to go right to the bottom.
TAPER TAPS have a lead of 7-10 threads at 5 degrees per side. The taper lead distributes the cutting force over a large area, and the taper shape helps the thread to start. They can therefore be used to start a thread prior to use of second or bottom leads, or for through holes.
 |
 |
Forming Otherwise known as ‘Roll’, ‘Fluteless’ or Polygon taps. Used for the chipless production of threads in ductile materials such as copper, aluminium, soft brass or steel. Threads produced by fluteless taps are formed by plastic deformation, they are not cut. These taps do not have flute or cutting edges but have special roll forming lobes with circular land. They are operated at high speeds and are better at maintaining gauge qualification. Because they produce no chips they are very suitable for blind hole application as well as through hole application.
Forming taps require different tapping drill sizes when compared to drill sizes used for cut taps.
Advantages of Forming taps sd series
• Can run at higher parameters ex. cutting speed
• Better durability compaired to cutting taps
• Sturdy exactness for dimensions & profile
• Better stability for formed threads
• Minimum chance of fracture
• No swarf, thus no concern of its disposable
 |
 |
Straight flute taps dimensionally same as hand taps & with a lead chamfer of 1.1/2 threads. The flute & rake angle are designed as per application. These Taps are recommended for tapping on grey cast iron, S G iron & steel. The chips produced are short or powder type with the help of special design provided in the tap
Advantages :
• Thread Chamfer is 1.5 thread & threading can be done upto bottom
• Chips are broken into short / powder chips
 |
 |
These taps are used to produce a thread close to the bottom of a blind hole and therefore have a very short lead. The right hand spiral cut of the flutes acts to force the swarf away from the cutting teeth to the rear of the flutes and out of the hole. They are better on materials which form long continuous stringy swarf, rather than chips. They are also better to tap a thread in a hole where there is a break in the material, e.g. another hole, as the spiral fluting helps the tap to pick up on the other side. Spiral flute taps can have slow or fast helix angles.
Advantages :
• Can be used in both blind holes & also in through holes
• Chips are pushed upwards due to spiral flute – Chip clogging avoided
• Full thread depth can be achieved and this design prevents tap breakage
 |
 |
Spiral pointed tap is also known as ‘gun nose’ or ‘bull nose’ or chipdriver. These taps are dimensionally the same as a hand tap, second lead, but have the cutting face ground back relative to the axis of the tap, for the lead portion.
This gives the flute a better cutting action, requiring less power, and pushes the cut material forward, allowing free flow of coolant along the flutes to the cutting edge.
The flutes are not ground as deeply as for hand taps, giving the tap greater strength. It can therefore be run at higher speeds. Spiral point taps are ideal for machine tapping of through holes, or blind holes where there is enough clearance beyond the threaded portion to accommodate the swarf.
Advantages :
• Thread Chamfer is of 4.5 threads & cutting load is distributed
• Shallow flute depth, hence stronger tap
• Chip clogging is eliminated as the tap pushes the chip forward and thus enhancing tool life.
&bsp;