Call Us: +91-7410524141
Call Us: +91-7410524141

|
Material
|
3mm
|
6mm
|
8mm
|
10mm
|
12mm
|
16mm
|
20mm
|
25mm
|
|
Steel
|
60-90
|
30-45
|
25-35
|
20-30
|
15-25
|
10-18
|
10-14
|
8-10
|
|
Hardened / Tool Steel
|
30-40
|
15-20
|
10-15
|
10-15
|
8-10
|
5-8
|
4-7
|
3-5
|
|
Stainless Steel
|
30-50
|
15-25
|
12-20
|
10-15
|
9-12
|
7-10
|
5-7
|
4-5
|
|
Nickel/Titanium
|
30-40
|
15-20
|
10-15
|
10-15
|
8-10
|
5-8
|
4-7
|
3-5
|
|
Cast Iron
|
60-90
|
30-45
|
25-35
|
20-30
|
15-2
|
10-18
|
10-14
|
8-10
|
|
Aluminium/Plastics
|
30-90
|
15-60
|
12-50
|
10-50
|
8-35
|
6-30
|
5-20
|
4-15
|
|
Brass
|
40-50
|
20-30
|
15-20
|
13-17
|
10-15
|
8-12
|
6-8
|
5-6
|
|
Copper
|
30-90
|
15-60
|
12-50
|
10-50
|
8-35
|
6-30
|
5-20
|
4-15
|
|
Zinc
|
60-90
|
30-45
|
25-35
|
20-30
|
15-25
|
10-18
|
10-14
|
8-10
|
|
Typical shape within each section
|
Included Angle
|
Head Dia
|
Head Length
|
Overall Length
|
Shank Dia.
|
No. of Teeth
|
Ref. No.
|
 |
–
|
3.80 mm
|
14.00
|
50.00
|
6.00
|
14.00
|
C1
|
|
–
|
5.80 mm
|
20.00
|
50.00
|
6.00
|
16.00
|
C2
|
|
|
–
|
8 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
C3
|
|
|
–
|
9.50 mm
|
19.00
|
69.00
|
6.00
|
20.00
|
C4
|
|
|
–
|
12.70 mm
|
19.00
|
69.00
|
6.00
|
24.00
|
C5
|
|
|
–
|
16 mm
|
25.00
|
75.00
|
8.00
|
28.00
|
C6
|
|
|
–
|
12.70 mm
|
14.00
|
64.00
|
6.00
|
24.00
|
C7
|
|
|
–
|
12.70 mm
|
25.00
|
75.00
|
6.00
|
24.00
|
C8
|
|
 |
–
|
6 mm
|
20.00
|
50.00
|
6.00
|
16.00
|
B1
|
|
–
|
8 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
B2
|
|
|
–
|
9.50 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
B3
|
|
|
–
|
12.70 mm
|
19.00
|
69.00
|
6.00
|
24.00
|
B4
|
|
|
–
|
16 mm
|
25.00
|
75.00
|
8.00
|
28.00
|
B5
|
|
|
–
|
12.70 mm
|
25.00
|
75.00
|
6.00
|
24.00
|
B6
|
|
|
–
|
4 mm
|
19.00
|
55.00
|
6.00
|
12.00
|
B7
|
|
|
–
|
5 mm
|
19.00
|
70.00
|
6.00
|
14.00
|
B8
|
|
 |
–
|
6 mm
|
19.00
|
50.00
|
6.00
|
14.00
|
T1
|
|
–
|
9.50 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
T2
|
|
|
–
|
12.70 mm
|
25.00
|
75.00
|
6.00
|
24.00
|
T3
|
|
|
–
|
16 mm
|
32.00
|
82.00
|
8.00
|
28.00
|
T4
|
|
|
–
|
8 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
T5
|
|
|
–
|
16 mm
|
25.00
|
82.00
|
8.00
|
28.00
|
T6
|
|
 |
–
|
6 mm
|
19.00
|
69.00
|
6.00
|
16.00
|
TB1
|
|
–
|
9.50 mm
|
19.00
|
69.00
|
6.00
|
18.00
|
TB2
|
|
|
–
|
12.70 mm
|
25.00
|
75.00
|
6.00
|
24.00
|
TB3
|
|
|
–
|
16 mm
|
32.00
|
82.00
|
8.00
|
28.00
|
TB4
|
|
|
–
|
8 mm
|
19.00
|
69.00
|
6.00
|
16.00
|
TB5
|
|
 |
17 Deg.
|
6 mm
|
19.00
|
50.00
|
6.00
|
14.00
|
A1
|
|
24 Deg
|
9.50 mm
|
20.00
|
70.00
|
6.00
|
18.00
|
A2
|
|
|
28 Deg
|
12.70 mm
|
25.00
|
75.00
|
6.00
|
20.00
|
A3
|
|
|
90 Deg
|
9.50 mm
|
9.50
|
60.00
|
6.00
|
20.00
|
A4
|
|
|
90 Deg
|
16 mm
|
13.00
|
63.00
|
6.00
|
28.00
|
A5
|
|
|
60 Deg
|
16 mm
|
16.00
|
66.00
|
6.00
|
28.00
|
A6
|
|
|
28 Deg
|
10 mm
|
18.00
|
68.00
|
6.00
|
20.00
|
A7
|
|
|
24 Deg
|
8 mm
|
18.00
|
68.00
|
6.00
|
18.00
|
A8
|
|
|
31 Deg
|
16 mm
|
25.00
|
75.00
|
8.00
|
28.00
|
A9
|
|
|
10 Deg
|
6.20 mm
|
25.00
|
75.00
|
6.00
|
14.00
|
A10
|
|
|
28 Deg
|
9.50 mm
|
15.00
|
65.00
|
6.00
|
20.00
|
A11
|
|
|
28 Deg
|
12.70 mm
|
21.75
|
71.00
|
6.00
|
20.00
|
A12
|
|
 |
16 Deg
|
9.50 mm
|
19.00
|
69.00
|
6.00
|
20.00
|
K1
|
|
24 Deg
|
12.70 mm
|
19.00
|
69.00
|
6.00
|
24.00
|
K2
|
|
|
17 Deg
|
16 mm
|
33.00
|
83.00
|
8.00
|
24.00
|
K3
|
|
|
17 Deg
|
12.50 mm
|
30.00
|
80.00
|
6.00
|
20.00
|
K4
|
|
|
14 Deg
|
19 mm
|
40.00
|
90.00
|
8.00
|
32.00
|
K5
|
|
|
14 Deg
|
9.50 mm
|
26.00
|
76.00
|
6.00
|
20.00
|
K6
|
|
|
14 Deg
|
12.70 mm
|
28.00
|
78.00
|
6.00
|
24.00
|
K7
|
|
|
14 Deg
|
16 mm
|
33.00
|
83.00
|
8.00
|
28.00
|
K8
|
|
 |
–
|
8 mm
|
12.00
|
62.00
|
6.00
|
18.00
|
O1
|
|
–
|
12.70 mm
|
19.00
|
69.00
|
6.00
|
24.00
|
O2
|
|
|
–
|
16 mm
|
25.00
|
75.00
|
8.00
|
28.00
|
O3
|
|
|
–
|
6.35 mm
|
10.00
|
60.00
|
6.00
|
14.00
|
O4
|
|
|
–
|
9.50 mm
|
15.75
|
65.00
|
6.00
|
20.00
|
O5
|
|
|
–
|
12.70 mm
|
21.75
|
71.00
|
6.00
|
24.00
|
O6
|
|
 |
–
|
9.50 mm
|
2.00
|
52.00
|
6.00
|
20.00
|
R1
|
|
–
|
19.10 mm
|
6.00
|
56.00
|
6.00
|
36.00
|
R2
|
|
|
–
|
12.70 mm
|
10.00
|
60.00
|
6.00
|
24.00
|
R3
|
|
|
–
|
15 mm
|
4.00
|
54.00
|
6.00
|
24.00
|
R4
|
|
 |
–
|
6.35 mm
|
—
|
50.00
|
6.00
|
14.00
|
S1
|
|
–
|
8 mm
|
—
|
50.00
|
6.00
|
18.00
|
S2
|
|
|
–
|
9.50 mm
|
—
|
60.00
|
6.00
|
20.00
|
S3
|
|
|
–
|
12.70 mm
|
—
|
62.00
|
6.00
|
24.00
|
S4
|
|
|
–
|
16 mm
|
—
|
65.00
|
6.00
|
28.00
|
S5
|
|
|
–
|
8 mm
|
—
|
100.00
|
6.00
|
18.00
|
S6
|
|
 |
|||||||
|
–
|
9.50 mm
|
25.00
|
65.00
|
6.00
|
18.00
|
F3
|
|
|
–
|
12.70 mm
|
32.00
|
80.00
|
6.00
|
24.00
|
F4
|
|
|
Miniature Rotary Burrs
|
|||||||
|
Typical shape within each section
|
Included Angle
|
Head Dia
|
Head Length
|
Overall Length
|
Shank Dia.
|
No. of Teeth
|
Ref. No.
|
|
–
|
3 mm
|
15.90
|
38.00
|
3.00
|
12.00
|
MC1
|
|
|
–
|
6.35 mm
|
6.35
|
38.00
|
3.00
|
14.00
|
MC2
|
|
|
–
|
6.35 mm
|
12.70
|
38.00
|
3.00
|
14.00
|
MC3
|
|
 |
–
|
3 mm
|
16.00
|
38.00
|
3.00
|
12.00
|
MB1
|
|
–
|
6.35 mm
|
12.70
|
38.00
|
3.00
|
14.00
|
MB2
|
|
|
20 Deg
|
3 mm
|
8.00
|
38.00
|
3.00
|
12.00
|
MA1
|
|
|
30 Deg
|
6.35 mm
|
10.50
|
38.00
|
3.00
|
14.00
|
MA2
|
|
|
10 Deg
|
3 mm
|
8.50
|
38.00
|
3.00
|
12.00
|
MA3
|
|
|
15 Deg
|
6.35 mm
|
8.00
|
38.00
|
3.00
|
14.00
|
MA4
|
|
|
10 Deg
|
3 mm
|
8.00
|
38.00
|
3.00
|
12.00
|
MK1
|
|
|
10 Deg
|
6.35 mm
|
12.70
|
38.00
|
3.00
|
14.00
|
MK2
|
|
|
–
|
3 mm
|
16.00
|
38.00
|
3.00
|
12.00
|
MT
|
|
 |
–
|
3 mm
|
16.00
|
38.00
|
3.00
|
12.00
|
MT2
|
|
–
|
6.35 mm
|
10.00
|
38.00
|
3.00
|
14.00
|
MT3
|
|
 |
–
|
3 mm
|
12.70
|
38.00
|
3.00
|
10.00
|
MT4
|
|
–
|
4 mm
|
–
|
38.00
|
3.00
|
12.00
|
MS1
|
|
 |
–
|
3 mm
|
8.00
|
38.00
|
3.00
|
12.00
|
MO1
|
 |
–
|
6.35 mm
|
9.50
|
38.00
|
3.00
|
14.00
|
MO2
|
Totem HSS rotary cutters are manufactured from 6:5:2 High Speed Steel (M2 Steel) hardened and tempered to RC 60/62 hardness and are extremely useful to Debur soft machine components,Dress and carved out wooden and non ferrous patterns; Fettle aluminium alloys smoothen out ridges of aluminium and die castings remove any material from inaccessible places on soft metals.
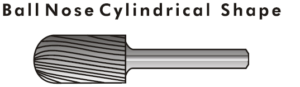
Shapes: Cylindrical – for deburring of straight edges and plain surfaces;Ball nose Cylindrical – for non -ferrous gears and wooden/araldite patterns for foundries;Spherical &Countersinking holes respectively;Tree and inverted tree – for spot reomval and general purpose dressing on inside of holes.
Operating Speed : 1100-6000 RPM depending on head diameter of cutter.Shank dia: 6 mm.
Prime Mover : Flexible Grinder.

|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H1
|
6
|
25
|
65
|
14
|
|
H3
|
10
|
14
|
55
|
18
|
|
H42
|
10
|
25
|
60
|
12
|
|
H4
|
12
|
30
|
70
|
20
|
|
H6
|
15
|
30
|
70
|
24
|

|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H41
|
10
|
20
|
60
|
20
|
|
H34
|
10
|
20
|
60
|
22
|
|
H35
|
12
|
25
|
60
|
24
|
|
H36
|
15
|
30
|
65
|
30
|
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H17
|
4.5
|
4.5
|
55
|
14
|
|
H23
|
6
|
6
|
56
|
18
|
|
H39
|
6
|
5
|
60
|
20
|
|
H18
|
8
|
8
|
58
|
20
|
|
H20
|
10
|
10
|
60
|
20
|
|
H19
|
12
|
12
|
57
|
20
|
|
H12
|
15
|
15
|
60
|
28
|
|
H29
|
15
|
13
|
65
|
22
|
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H14
|
10
|
9
|
50
|
16
|
|
H13
|
10
|
12
|
50
|
16
|
|
H16
|
12
|
10
|
50
|
16
|
|
H15
|
12
|
15
|
50
|
16
|
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H2
|
6
|
25
|
65
|
14
|
|
H40
|
8
|
20
|
60
|
20
|
|
H31
|
10
|
20
|
65
|
22
|
|
H32
|
12
|
25
|
70
|
24
|
|
H9
|
12
|
30
|
70
|
20
|
|
H5
|
12
|
30
|
70
|
20
|
|
H28
|
15
|
30
|
70
|
28
|
|
H30
|
6
|
20
|
60
|
10
|

|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H24
|
6
|
20
|
60
|
16
|
|
H37
|
8
|
25
|
60
|
20
|
|
H10
|
12
|
30
|
70
|
20
|
|
H38
|
15
|
30
|
75
|
30
|
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H25
|
6
|
22
|
62
|
14
|
|
H26
|
12
|
20
|
60
|
20
|
|
H7
|
12
|
30
|
70
|
20
|
|
H8
|
15
|
30
|
70
|
20
|
|
Shape
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
|
H 11
|
15
|
30
|
70
|
20
|
|
|
H 21
|
8
|
29
|
66
|
24
|
|
|
H 22
|
12
|
30
|
70
|
20
|
|
|
H 33
|
12
|
35
|
70
|
24
|
|
|
H 27
|
15
|
7
|
52
|
20
|
|
|
H 43
|
14
|
12
|
70
|
12
|
|
Threaded Ends
|
Ref No
|
Head Dia
|
Head Length
|
OAL
|
No of Teeth
|
 |
H 51
|
25
|
30
|
M 12
|
24
|
 |
H 52
|
20
|
34
|
M 8
|
20
|
 |
H 53
|
30
|
30
|
M 12
|
20
|
|
H 54
|
20
|
30
|
M 8
|
24
|
|
|
H 55
|
30
|
30
|
M 12
|
24
|
|
|
H 56
|
30
|
26
|
M 12
|
24
|
|
|
H 57
|
25
|
30
|
M 12
|
38
|
|
|
H 58
|
14
|
12.7
|
M 12
|
24
|
 |
Standard Cut (Single Cut): This flute structure is designed for superior material removal and general purpose application. These can be used on Steel, Steel alloys, Cast Iron, Stainless Steel, Hard Bronze and Copper. Produces longer chips. |
 |
Supreme Cut (Double Cut/Cross Cut) : This Burr allows for efficient stock removal in the harder materials.Its design reduces tool chatter and breakes the chips into granual shapes.This smaller chips also helps to eliminate loading on the flutes.This design helps to have better control on the burr and grinder. |
 |
Deluxe Cut (Diamond Cut) : This design of tool is like triangular style of point,which produces extremely small chips(powder like chips). This cut eliminates the pulling action of the main cut,and offers the operator good control over the tool and produces excellent finish. Effective in heat treated steels and Tough alloy steels. |
 |
Chip Breaker : In this style there is addition of chip breaker on single spiral flute patterns.There will be a better control on the tool and chips will be broken down. Surface finish may be slightly reduced due to the chip breaker design. Used on all Steel , Cast-Iron , Brass , Bronze and Copper. |
 |
Aluma Cut : Designed for rapid stock removal on non ferrous materials.Recommended to work on Aluminium , Zinc Alloy , Magnesium , Plastic , Hard Rubber and Wood. |