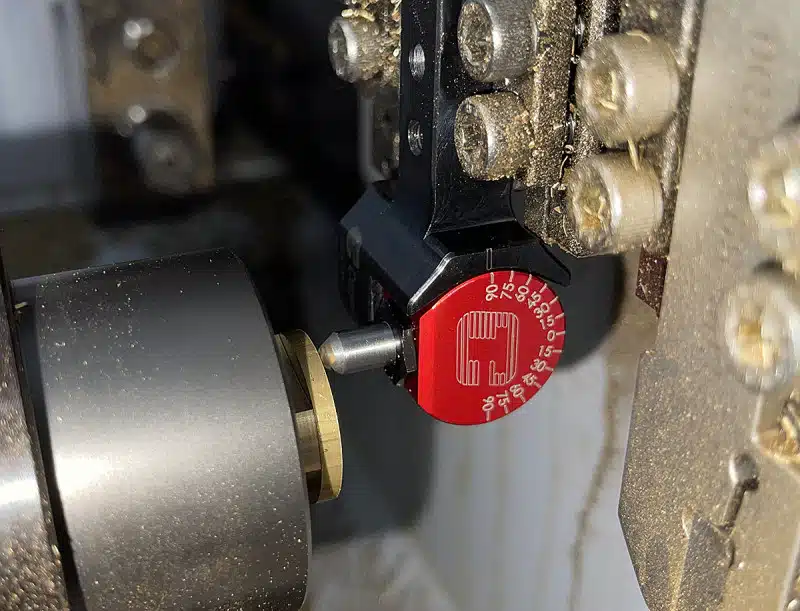
- Cogsdill Universal Diamond Burnishing Tool Mini Series (UDBTM) is a compact burnishing solution, with the adjustment head not much bigger than a penny (as shown in the illustration). But don’t let it’s small size fool you, this tool offers huge return on investment.
- UDBTM are designed to produce mirror-like finishes on any surface; from carbon steels to tool steels, cast iron to alloys, and most ferrous and non-ferrous metals.
- UDBTM offers the flexibility for burnishing outside diameters, tapers and faces to achieve superior surface finishes not achieved by turning alone.
- Further more, set up and operation is relatively simple, no special operator skills are required.
- As a result, Cogsdill UBDTM offers incredible production efficiencies and cost effectiveness.
There are currently two different models available:
- UDBTM-S-12 (Square Shank with 12mm section)
- UDBTM-R-16 (Round Shank with 16mm diameter)
The UDBTM-S-12 is supplied with a clamp plate assembly extending its versatility for varying machine configurations.
Machine tool requirements:
- Developed as a solution for burnishing on CNC Swiss-type sliding head machines, this single tool streamlines operations significantly as it can be utilised in either left or right-handed machine configurations, with either round or square shanks to suit tool post or collet installation.
How Universal Diamond Burnishing Tool Mini Series work:
- Undo the retaining cap head with a hex wrench which will release the castellated housing from its locked position.
- Rotate the housing to the required angle and then tighten the retaining cap head to secure the tool
- The UDBTM is then mounted in the tool post or collet of the desired machine, using the square shank clamp plate assembly if required
- The diamond burnishing nib is brought into contact with the workpiece at the centerline of the part and against the surface being finished\
- The tool is then fed into the workpiece an additional .002 or .003 inch (.05 or .08mm) to allow the diamond insert to become disengaged from the stop in the holder
- The spring, with its preload, forces the diamond against the workpiece.
- The tool is then fed along the surface of the rotating workpiece to produce a mirror-like finish.