Call Us: +91-7972969901
Call Us: +91-7972969901
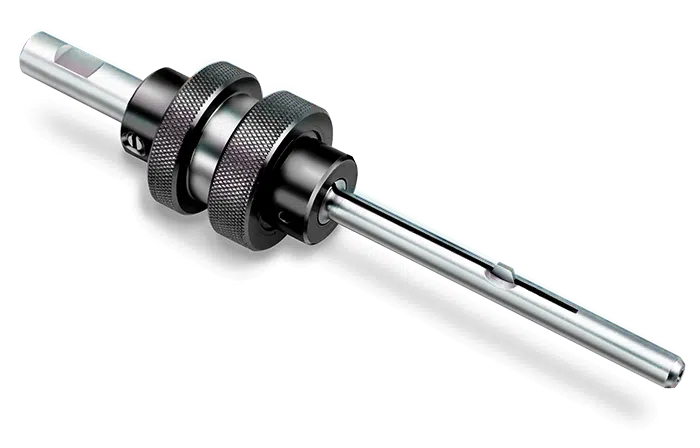
Nobur Tool is a manually actuated deburring and chamfering tool designed for low-volume production. It efficiently removes burrs and creates chamfers on multi-walled parts and intersecting holes in a single pass.
Key Features:
| Tool# | Std Angle | Mod1 | Mod1 Angle | Mod2 | Mod2 Angle | Hole in | Hole mm | A in | A mm | B in | B mm | C in | C mm | D in | D mm |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DS 3/32 (0030014) | 45° | DS 3/32-1 | 45° | N/A | N/A | .093 | 2.38 | .56 | 14.28 | 2.43 | 61.91 | .375 | 9.52 | 6.12 | 155.57 |
| DS 1/8 (0030018) | 20° | DS 1/8-1 | 45° | DS 1/8-2 | 45° | .125 | 3.17 | 1.50 | 38.1 | 2.40 | 79.37 | .375 | 9.52 | 6.81 | 173.03 |
| DS 5/32 (0030022) | 20° | DS 5/32-1 | 45° | DS 5/32-2 | 45° | .156 | 3.97 | 1.50 | 38.1 | 2.40 | 79.37 | .375 | 9.52 | 6.81 | 173.03 |
| DS 3/16 (0030026) | 20° | DS 3/16-1 | 45° | DS 3/16-2 | 45° | .187 | 4.76 | 1.50 | 38.1 | 2.40 | 79.37 | .375 | 9.52 | 6.81 | 173.03 |
| DS #10 (0030010) | 20° | DS #10-1 | 45° | DS #10-2 | 45° | .193 | 4.91 | 1.50 | 38.1 | 2.40 | 79.37 | .375 | 9.52 | 6.81 | 173.03 |
| AS 3/16 (0010026) | 20° | AS 3/16-1 | 45° | AS 3/16-2 | 45° | .187 | 4.76 | 1.75 | 44.45 | 4.00 | 101.6 | .500 | 12.7 | 7.81 | 198.43 |
| AS #10 (0010010) | 20° | AS #10-1 | 45° | AS #10-2 | 45° | .193 | 4.91 | 1.75 | 44.45 | 4.00 | 101.6 | .500 | 12.7 | 7.81 | 198.43 |
| AS 7/32 (0010030) | 20° | AS 7/32-1 | 45° | AS 7/32-2 | 45° | .218 | 5.55 | 1.75 | 44.45 | 4.00 | 101.6 | .500 | 12.7 | 7.81 | 198.43 |
| AS 1/4 (0010034) | 20° | AS 1/4-1 | 45° | AS 1/4-2 | 45° | .250 | 6.35 | 1.75 | 44.45 | 4.00 | 101.6 | .500 | 12.7 | 7.81 | 198.43 |
| AS 9/32 (0010038) | 20° | AS 9/32-1 | 45° | AS 9/32-2 | 45° | .281 | 7.14 | 1.75 | 44.45 | 4.00 | 101.6 | .500 | 12.7 | 7.81 | 198.43 |
| AS 5/16 (0010042) | 20° | AS 5/16-1 | 45° | AS 5/16-2 | 45° | .312 | 7.94 | 1.75 | 44.45 | 4.00 | 101.6 | .500 | 12.7 | 7.81 | 198.43 |
| AS 11/32 (0010046) | 20° | AS 11/32-1 | 45° | AS 11/32-2 | 45° | .343 | 8.73 | 1.75 | 44.45 | 4.00 | 101.6 | .500 | 12.7 | 7.81 | 198.43 |
| AS 3/8 (0010050) | 30° | AS 3/8-1 | 45° | AS 3/8-2 | 45° | .375 | 9.52 | 2.75 | 69.85 | 6.00 | 152.4 | .500 | 12.7 | 9.81 | 249.23 |
| AS 13/32 (0010054) | 30° | AS 13/32-1 | 45° | AS 13/32-2 | 45° | .406 | 10.31 | 2.75 | 69.85 | 6.00 | 152.4 | .500 | 12.7 | 9.81 | 249.23 |
| AS 7/16 (0010058) | 30° | AS 7/16-1 | 45° | AS 7/16-2 | 45° | .437 | 11.11 | 2.75 | 69.85 | 6.00 | 152.4 | .500 | 12.7 | 9.81 | 249.23 |
| AS 15/32 (0010062) | 30° | AS 15/32-1 | 45° | AS 15/32-2 | 45° | .468 | 11.9 | 2.75 | 69.85 | 6.00 | 152.4 | .500 | 12.7 | 9.81 | 249.23 |
| AS 1/2 (0010066) | 30° | AS 1/2-1 | 45° | AS 1/2-2 | 45° | .500 | 12.7 | 2.75 | 69.85 | 6.00 | 152.4 | .500 | 12.7 | 9.81 | 249.23 |
| AS 9/16 (0010070) | 30° | AS 9/16-1 | 45° | AS 9/16-2 | 45° | .562 | 14.28 | 3.75 | 95.25 | 8.00 | 203.2 | .500 | 12.7 | 11.81 | 300.03 |
| AS 5/8 (0010074) | 30° | AS 5/8-1 | 45° | AS 5/8-2 | 45° | .625 | 15.87 | 3.75 | 95.25 | 8.00 | 203.2 | .500 | 12.7 | 11.81 | 300.03 |
| AS 11/16 (0010078) | 30° | AS 11/16-1 | 45° | AS 11/16-2 | 45° | .687 | 17.46 | 3.75 | 95.25 | 8.00 | 203.2 | .500 | 12.7 | 11.81 | 300.03 |
| AS 3/4 (0010082) | 30° | AS 3/4-1 | 45° | AS 3/4-2 | 45° | .750 | 19.05 | 3.75 | 95.25 | 8.00 | 203.2 | .500 | 12.7 | 11.81 | 300.03 |
| CS 13/16 (0020086) | 30° | CS 13/16-1 | 45° | CS 13/16-2 | 45° | .812 | 20.63 | 4.75 | 120.65 | 10.00 | 254 | .625 | 15.87 | 14.37 | 365.12 |
| CS 7/8 (0020090) | 30° | CS 7/8-1 | 45° | CS 7/8-2 | 45° | .875 | 22.22 | 4.75 | 120.65 | 10.00 | 254 | .625 | 15.87 | 14.37 | 365.12 |
| CS 15/16 (0020094) | 30° | CS 15/16-1 | 45° | CS 15/16-2 | 45° | .937 | 23.81 | 4.75 | 120.65 | 10.00 | 254 | .625 | 15.87 | 14.37 | 365.12 |
| CS 1 (0020097) | 30° | CS 1-1 | 45° | CS 1-2 | 45° | 1.000 | 25.4 | 4.75 | 120.65 | 10.00 | 254 | .625 | 15.87 | 14.37 | 365.12 |
How Nobur tools work:
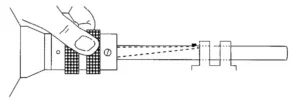
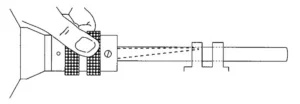
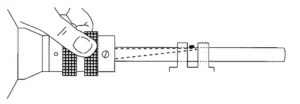
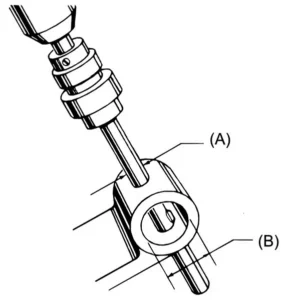
The Nobur Tool has a free rolling knurled sleeve, mounted on ball bearings, which allows for fast and easy manual retraction and extension of the blade. The pilot is chrome-plated for long tool life. Standard sizes range from 3/32 to one inch (2.38 to 25.4mm). Work lengths range from 9/16 to 4-3/4 inch (14.28 to 120.65mm).
Blade Options
Three different blade options are available for intersecting hole applications. Blade selection is based upon the ratio of the diameters of the two holes (refer Nobur Guide).
Blades for intersecting hole applications

Tool operation
Nobur Tools can be run on a drill press, lathe, or any rotating spindle.
Material Types
Nobur tools can be applied on steel, stainless steel, brass, bronze, aluminum, or virtually any ferrous or non-ferrous materials.
Speeds
Low operating speeds are recommended for the Nobur tool. A range of 50 to 650 RPM is sug-gested, with slower speeds required for larger tool sizes and heavy parts.
High spindle speeds will not result in faster production, since only three or four revolutions of the tool are required to remove the burr. High spindle speeds are likely to dull the blade edge, create excessive wear on the pilot shaft, or cause chatter. The part should be supported as necessary.



















